What Is an Eye Diagram in PCB?
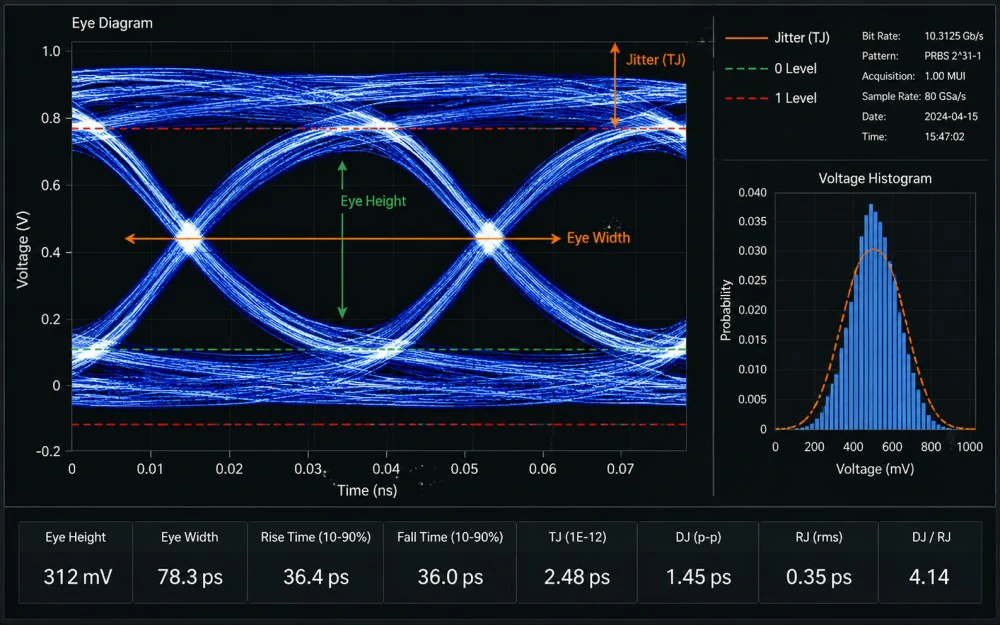
- Eye height represents vertical voltage margin.
- Eye width represents horizontal timing margin.
- Crossing position indicates transition symmetry.
- Waveform spread indicates amplitude noise, timing variation, or both.
- Mask margin shows separation from a defined exclusion region.
How an Eye Diagram Is Generated

What an Eye Diagram Cannot Prove
An Open Eye Is Not Complete Proof
- Protocol compliance
- An acceptable bit error rate
- Reliable operation across every production condition
Compliance may require a specified data pattern, mask, reference receiver, bandwidth, equalization setting, fixture, and measurement point.
How to Read Eye Diagram Measurements

Eye Diagram Measurement Guide
Technical Table| Measurement | What It Shows | Possible Problem |
|---|---|---|
| Eye Height | Vertical voltage margin | Noise, attenuation, crosstalk, termination error, or power disturbance |
| Eye Width | Horizontal timing margin | Jitter, skew, reflections, or intersymbol interference |
| Crossing Percentage | Rising and falling edge symmetry | Duty-cycle distortion, threshold error, or unequal slew rates |
| Rise and Fall Time | Signal transition speed | Bandwidth limitation, excessive loading, or asymmetric drive |
| Overshoot and Undershoot | Voltage excursions beyond expected logic levels | Reflections, poor termination, package resonance, or probing effects |
| Mask Margin | Separation from a defined exclusion region | Insufficient compliance margin under the selected test conditions |
Vertical and Horizontal Eye Closure
Jitter, BER, NRZ, and PAM4
Unit Interval and Sampling Margin
Random, Deterministic, and Total Jitter
BER and Bathtub Curves
NRZ and PAM4 Eye Diagrams

PCB Causes of Eye Closure
Common PCB Signal Integrity Causes

Eye Signature Diagnostic Matrix
Evidence MatrixRepeated Edge Distortion
Impedance discontinuity, via stub, or connector resonance
TDR measurement or extracted channel simulation
Improve transitions, termination, or stub control
Reduced Vertical Opening
Channel loss, noise, crosstalk, or excessive loading
Insertion-loss and aggressor-victim analysis
Shorten routes, increase spacing, or review material loss
Horizontal Spreading
Jitter, differential skew, reflections, or ISI
Timing decomposition and route-length review
Correct skew, return paths, or channel discontinuities
Unequal Differential Behavior
Pair asymmetry, breakout imbalance, or glass-weave interaction
Field-solver analysis or differential measurement
Improve pair symmetry or adjust routing orientation
An eye signature narrows the investigation but does not confirm the root cause until it is supported by measurement or simulation evidence.
Via Stubs and Layer Transitions
Stackup and Material Variation
PCBA and Component Effects
The bare PCB is only one part of the channel. Packages, connectors, sockets, cables, termination networks, AC-coupling capacitors, protection devices, solder joints, and fixtures can change the final eye.
Component and Interconnect Transitions
Large pads, long leads, unused connector structures, and poorly referenced transitions can add capacitance or inductance. SMT generally supports shorter interconnects, while some through-hole structures create longer stubs. The actual geometry and signal bandwidth determine the risk.
Inspection Is Not Signal Validation
Simulation and Hardware Validation

High-Speed Signal Validation Sequence
Process Flow-
1
Pre-layout Analysis
Define the stackup, impedance, topology, spacing, and termination targets.
-
2
Post-layout Simulation
Analyze extracted traces, vias, packages, connectors, loss, and crosstalk.
-
3
PCB Fabrication
Build the approved stackup with controlled materials and impedance targets.
-
4
TDR and Coupon Verification
Check impedance consistency and locate significant discontinuities.
-
5
PCBA Measurement
Measure the assembled channel with the intended fixtures and receiver setup.
-
6
Eye, VNA, and BERT Validation
Verify timing, loss, reflection, and error performance against acceptance limits.
These methods answer different questions and should be used as a sequence, not treated as interchangeable tests.
Choose the Correct Validation Method
Select the Test by Engineering Question
Decision GuideWhat do you need to verify in the high-speed channel?
Eye Diagram
Choose it when: You need to evaluate voltage and timing margin at a selected point.
- Eye height and eye width
- Jitter and waveform spread
- Mask margin and transition quality
Limitation: It does not locate the physical discontinuity by itself.
TDR
Choose it when: You need to find impedance changes along the interconnect.
- Trace and coupon impedance
- Via, connector, and transition discontinuities
- Approximate physical defect location
Limitation: It does not prove complete operating link performance.
VNA
Choose it when: You need frequency-domain channel performance.
- Insertion loss
- Return loss and reflections
- Crosstalk and channel bandwidth
Limitation: Accurate results require suitable fixtures and de-embedding.
BERT
Choose it when: You need to verify actual error performance.
- Bit error rate under defined conditions
- Receiver sensitivity and margin
- Bathtub curves and stress testing
Limitation: A failed BER result may not identify the physical source.
Eye diagrams, TDR, VNA, and BERT provide different evidence. Complex failures often require more than one method before changing the PCB design.
Why Simulation and Hardware May Disagree
Manufacturing and Test Handoff
- State which trace dimensions the fabricator may adjust.
- Identify critical vias, connectors, and transition regions.
- Define responsibilities for simulation, TDR, assembly inspection, and system testing.
- Record test points, limits, and reporting requirements.






